
通过即时在线报价和快速生产,您可以将周期时间缩短多达 50%。

利用经过严格审查和管理的全球最佳机械车间网络。

在快速且经济高效的选项之间进行选择,以找到最优惠的价格。
| 姓名 | 适用材料 | 颜色 | 可应用于 | |
|---|---|---|---|---|
 |
阿洛丁 | 铝 | 透明、金色 | 介质喷砂、滚筒、II 型阳极氧化* III 型阳极氧化*、使用 PTFE 的 III 型阳极氧化* |
 |
阳极氧化 | 铝 | 透明、黑色、灰色、红色、蓝色、金色 | 介质喷射、翻滚、Alodine* |
 |
黑色氧化 | 钢、不锈钢 | 黑色的 | 介质喷砂、翻滚、钝化 |
 |
化学镀镍 | 铝、钢、不锈钢 | — | 介质爆破、翻滚 |
 |
电解抛光 | 钢、不锈钢 | — | — |
 |
手工抛光 | 丙烯酸纤维 | — | 增强外观 |
 |
媒体爆破 | 铝、钢、不锈钢、黄铜、青铜、红铜 | — | 除电解抛光和粉末涂层外的所有后处理 |
 |
镀镍 | 铝、钢、不锈钢 | — | 介质爆破、翻滚 |
 |
钝化 | 钢、不锈钢 | — | 黑色氧化、化学镀镍、镀锌、滚筒、介质喷砂 |
 |
粉末涂料 | 铝、钢、不锈钢 | 黑色(20% 或 90% 光泽)、白色(20% 或 90% 光泽) | — |
 |
翻滚 | 铝、钢、不锈钢、黄铜、青铜、红铜 | — | 除电解抛光和粉末涂层外的所有后处理 |
 |
蒸气抛光 | CNC 聚碳酸酯(透明、黑色) | — | 增强外观,近乎光学透明的应用 |
| 镀锌 | 钢、不锈钢 | 透明:浅蓝色涂层,黑色:亮黑色涂层 | 介质喷砂、翻滚、钝化 |
* = 需要屏蔽
| 金属、PEEK 和 ULTEM 带绘图 | 其他塑料 带图纸 | 无图纸 | |
|---|---|---|---|
| 线性尺寸 | +/- 0.01 毫米 +/-0.0003 英寸 | +/- 0.05 毫米 +/- 0.002 英寸 | ISO 2768 中 |
| 孔径 (未铰孔) | +/- 0.008 毫米 +/- 0.0003 英寸 | +/- 0.05 毫米 +/- 0.002 英寸 | ISO 2768 中 |
| 轴直径 | +/- 0.004 毫米 +/-0.00016 英寸 | +/- 0.05 毫米 +/- 0.002 英寸 | ISO 2768 中等的 |
根据加工工艺的不同,Fictiv 可接受长度达 48 英寸的零件。如果您有更大的零件,请与我们的团队联系。另请注意公差 这里列出的是理想情况的最小值,根据工艺、材料选择或零件几何形状,可能需要更宽松的公差。
CNC 机床必须进行编程,以允许刀具的直径和长度发生偏移来切割零件。 通过了解准确的刀具偏置,机械师可以找到精确的加工起点。
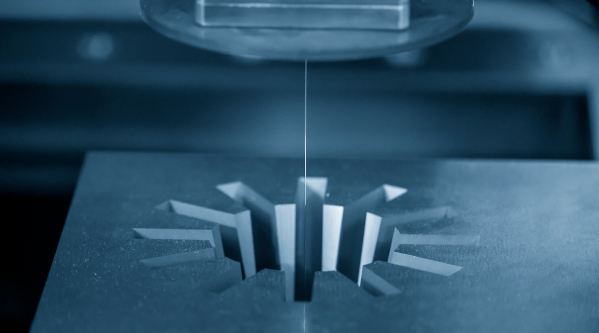
CNC 铣削过程涉及旋转刀具,从固定工件上切掉多余的材料。
数控车削使用旋转工件,通常用于制造圆柱形零件。
5 轴数控铣床可以在 5 个轴上移动切削刀具,这使得操作员可以根据设计复杂性同时对零件的五个不同侧面(或更多侧面)进行加工。 因此,该工具非常有能力创建高度复杂的产品和零件。
对于 5 轴机器,X、Y 和 Z 轴与 3 轴机器布局类似。 然后工作台沿 A 轴旋转,就像沿 4 轴旋转一样。 然而,5 轴机器涉及工作台关节处的枢转动作,然后沿 C 轴旋转,这定义了第五个运动。
数控铣床绕固定工作台移动主轴,主要设计用于高速运行。
数控铣床通常沿着线性轴移动工件,通过转速的驱动力进行切割。
CNC 铣削中最常用的材料是金属(例如铝、黄铜或钢)和塑料(例如 ABS、丙烯酸、聚碳酸酯和聚丙烯)。